

Кромкообрезные станки Тайга К – лесопильное оборудование второго ряда, предназначенное для обрезки кромок необрезного пиломатериала и получения обрезного пиломатериала в соответствии всем ГОСТам и ТУ. Станки устроены таким образом (пильные диски жестко закрепленные на валах электродвигателей), что процесс пиления производится в обе стороны и это серьезно влияет на скорость получения качественной продукции. Пиломатериал полученный с использованием кромкообрезных станков, легко находит свое применение не только в качестве строительной доски, но и в мебельной промышленности, а так же экспорте.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| Тайга К-2 | ручная | 700 | 10-80 | 6500 | 11 | Узнайте цену | |
| Тайга К-2М | ручная | 700 | 10-80 | 6500 | 15 | Узнайте цену |

Станки предназначены для обрезки и раскроя необрезной доски с целью получения обрезного пиломатериала. особенностями станков является распиловка материала производится в двух направлениях, наличие системы оптимизации раскроя, лазерной линейки (дополнительно). Станки надежны и просты в эксплуатации и обслуживании.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| ЦОД-350 В наличии | ручная | 700 | 10-60 | 7000 | 5,5 | Узнайте цену | |
| ЦОД-450 В наличии | ручная | 700 | 10-80 | 7000 | 11 | Узнайте цену | |
| ЦОД-450 Л В наличии | ручная | 700 | 10-60 | 7000 | 8 / 11 | Узнайте цену | |
| ЦОД-500 В наличии | ручная | 700 | 10-110 | 6500 | 15 | Узнайте цену |

Кромкообрезные станки КМ-350 и КМ-400 двухпильные, проходного типа позволяют максимально эффективно выпиливать и раскраивать необрезную доску в обрезной пиломатериал. Удобство работы обеспечивается благодаря конструктивному исполнению, при котором пиломатериал продвигается по направляющим в станок. Распил производится двумя дисковыми пилами.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| КМ-350 В наличии | 7,11,16 | 600 | 15-60 | не ограничена | 11,55 | Узнайте цену | |
| КМ-400 | 16,25,38 | 700 | 20-120 | 1200+ | 15,5 | Узнайте цену |

Предназначен для продольной обрезки кромки и раскроя необрезных досок с целью получения максимальног выхода обрезных пиломатериалов. На станке возможна установка одновременно двух (трех) неподвижных и (одной) подвижной пил. Когтевая защита на входе в станок препятствует выбросу заготовки и обеспечивает безопасную работу. Подача заготовок производится четырьмя вальцами: двумя нижними и двумя верхними. Расклинивающие ножи на выходе из станка препятствуют зажиму пил в процессе работы. Аспирационные патрубки позволяют эффективно производить отвод опилок не тратя время на остановку станка для уборки отходов. Регулировку пилы осуществляет оператор специальным механизмом в виде револьверной головки с градацией, соответствующей стандартам обрезной доски.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| ДКО-55М | 0-30 | 700 | 19-70 | 7000 | 23,5 | Узнайте цену |

Станок кромкообрезной М-30 предназначен для обрезки кромок необрезных пиломатериалов и горбыля. Чаще всего станок используют в паре с ленточными пилорамами, хотя возможно использование практически везде, где есть потребность кромить пиломатериал. Благодаря механической подаче резко возрастает производительность станка. Есть возможность установить на пильный вал до трех пил, что позволяет использовать М-30 как дисковый многопил. Максимальная ширина заготовки до 400 мм, минимальная длина-от 700 мм.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| М-30 | 16 | 400 | 15-50 | 7000 | 11,55 | Узнайте цену |

Кромкообрезной многопильный станок может использоваться как многопильный станок с высотой пропила до 120 мм и как высокопроизводительный кромкообрезной станок на лесопильных предприятиях высокой и средней мощности. Станок оборудован длинным валом и широким подающим столом. Мощный стальной корпус из 12-ти мм стали обеспечивает жесткость и надежность станка. Возможна установка пил на различном расстоянии, что позволяет обрабатывать материал различной ширины без дополнительной перенастройки станка.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| МКС-1000 | 30,40,50 (10,20,30; 20,30,40)* | 1000 | 120 | 1200+ | 16,5 (24,5; 39,2; 47,2)* | Узнайте цену |

Состоит из станины с упорами, каретки с дисковой пилой и двигателем. Конструкция простая, надежная и недорогая. Устанавливается стационарно, не требует фундамента, прост в обслуживании и эксплуатации. Пила крепится на отдельный шпиндель, что позволяет применять пилу меньшего диаметра (более дешевую), увеличить скорость пилы, скорость пиления, срок службы подшипников двигателя и самого двигателя. Производительность станка зависит от толщины доски и составляет в среднем на двоих операторов до 6 кубических метров обрезной доски.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| РБК-100 | ручная | 600 | 80 | 6500 | 7,5 | Узнайте цену |

Предназначен для продольного распила необрезной доски и горбыля длиной от 1000 мм до 6500 мм на обрезные пиломатериалы необходимой ширины до 350мм. Оснащен лазерными линейками для визуального контроля линии резания и раздвижными пилами для выставления необходимой ширины резания. Простота и надежность конструкции кромкообрезного станка не требует высокой квалификации обслуживающего персонала. Для установки станка не требуется специального фундамента, достаточно ровной бетонной площадки.
| Артикул | Скорость подачи, м/мин | Ширина заготовки, мм | Толщина заготовки, мм | Длина заготовки, мм | Мощность, кВт | Добавить в список | Цена |
|---|---|---|---|---|---|---|---|
| ЦОС-150 | 12.5,25,50 | 350 | 150 | 6500 | 18,5 | Узнайте цену |

На сайте Станкофф.RU вы можете купить кромкообрезные станки (однопильные, двухпильные и многопильные) ведущих мировых производителей: Mebor, CMS, Wood-Mizer, Тайга, Титан и другие. В наличии и под заказ более 22 моделей кромкообрезных станков по дереву по лучшим ценам. Только выгодные предложения с подробными описаниями и фото.
Применение
Устройства для изготовления обрезного пиломатериала относятся к основным видам оборудования, обеспечивающим качество продукции на деревообрабатывающих предприятиях. Современные кромкообрезные станки по дереву из нашего каталога отличает универсальность, надежность и эффективная работа на производстве разного назначения.
Агрегаты используются в мебельных цехах, столярных мастерских и на лесопилках, успешно применяются при сортировке и увеличении ассортимента продукции. Экономичный и производительный кромкообрезной станок способен выполнять работу многопильного оборудования, обеспечивая высокое качество и точную геометрию пиломатериала. Мощный корпус устройства представляет собой сварную металлическую конструкцию, обладает повышенной жесткостью и легко переносит большие рабочие нагрузки.
Кромкообрезные станки проходного типа, предлагаемые нашим магазином, характеризуется повышенной производительностью, полученной за счет полной автоматизации процессов при конвейерной обработке древесины. Кроме выполнения типовых задач оборудование применяется для повышения сортности продукции, позволяя повысить качество пиломатериала путем устранения бракованных мест и признаков обзола. Станки способны с высокой точностью устранять повреждения и особенно эффективны при поточном использовании в комплексе с ленточной пилорамой.
Для того чтобы приобрести кромкообрезной станок с оптимальными техническими характеристиками для полноценной отдачи оборудования на производстве, следует учитывать:
- необходимую для эффективной работы численность пильных устройств;
- расположение пил и возможность изменять расстояние между последними элементами;
- размеры заготовок, подлежащих обработке на станке;
- скорость подачи заготовки, ширину материала и максимальную высоту пропила;
- мощность электродвигателя, массу и габариты устройства.
Разновидности
Стоимость кромкообрезных станков, представленных на нашем сайте, определяют особенности конструкции, но основными факторами, влияющими на стоимость устройства, являются:
- сложность системы управления оборудованием;
- способ подачи и приема обрабатываемого материала;
- количество вариантов распиловочных схем.
Упрощенная конструкция однопильного кромкообрезного станка дает возможность производить установку оборудования на любом покрытии с достаточно твердым основанием и легко выполнять транспортировку агрегата. Дисковая пила располагается на устойчивой станине и приводится в движение электродвигателем. Простая регулировка промежутка между пропилами при помощи подвижного шпинделя дает возможность получать качественный результат при обработке древесины.
Наличие неподвижной и подвижной пилы в кромкообрезном двухпильном станке позволяет значительно увеличить скорость работы агрегата. Специальная система раскроя способствует образованию крайне низкого количества отходов и обеспечивает экономичное использование станка. Двусторонняя обработка кромок и возможность производить распил в разных направлениях приводит к оперативной деятельности и прибыльной эксплуатации оборудования.
Использование кромкообрезного многопильного станка целесообразно на предприятиях с большим производственным объемом. Особенность конструкции агрегата заключается в повышенной ширине подающего стола и увеличенной длине рабочего вала, на котором может монтироваться до 5 пильных приспособлений. Равномерную подачу материала обеспечивает механизм с синхронизированной работой вальцов.
Обработка дерева и металла
Устройство станков. Станки для продольного раскроя пиломатериалов могут быть одно-, двух- и многошинными. Однопильные обрезные станки применяют преимущественно для индивидуального раскроя широких досок на несколько узких. Двухпильные станки предназначены для обрезки кромок необрезных досок, а многопильные, например Ц5Д-8, для обрезки обзольных кромок и раскроя необрезных досок по ширине на более узкие доски и бруски. Необрезные пиломатериалы перерабатываются в обрезные также на фрезерно-обрезных станках. Например, станок ЦЗД -7Ф применяют для фрезерования кромок и раскроя широких необрезных досок на две обрезные доски.
На лесопильных предприятиях широко распространены двухпильные станки, которые называют обрезными. Эти станки имеют две круглые пилы, из которых одна устанавливается неподвижно (коренная), а другая имеет осевое перемещение в зависимости от ширины обрезаемых досок. Двухпильные обрезные станки имеют гидропривод для перемещения подвижной пилы. На станках автоматически изменяется скорость подачи в зависимости от толщины обрезаемых досок. К таким станкам относятся обрезные станки Ц2Д-7А. Станки имеют вальцовую подачу, состоящую из трех нижних и двух верхних вальцов.
Организация рабочего места. Двухпильные обрезные станки располагают за рамами или круглопильными станками для распиловки бревен и брусьев. Для приемки досок (с поперечного цепного конвейера) обрезные станки оборудуют впередистаночным столом, на котором установлены неприводные ролики (7 шт.). Длина стола около 6 м.
За обрезным станком устанавливается рейкоотделительное устройство, в котором рейки отделяются от обрезных досок. Первый от станка ролик имеет длину, равную наименьшей ширине обрезной доски, длина последующих роликов постепенно увеличивается. Один конец всех роликов выровнен по линии коренной пилы. В начале конвейера установлены два диска для прижима доски к роликам. Обрезная доска по выходе из станка попадает на короткие ролики и уносится ими от станка. Выходящие из станка рейки не имеют опоры и падают в люки, распрло-женные по обе стороны устройства по всей его длине. Длина рей-коотделительного устройства около 8,5 м. На лесопильных предприятиях применяются и другие по конструкции рейкоотделитель-ные устройства.
Обрезной станок обслуживают двое рабочих: один оценивает доски и переводит подвижную пилу, а другой перекладывает, поворачивает и устанавливает доски по коренной пиле.
В обрезных станках Ц2Д-7А управление переводом подвижных пил дистанционное. Оно осуществляется с помощью следящей гидросистемы. Поэтому команда на нужный перевод подвижной пилы может быть подана, когда в пилах еще находится предыдущая доска (преселективное управление).
При дистанционном управлении рабочее место станочника может быть удалено от станка и расположено ближе к середине доски, что удобнее для осмотра и подачи доски на стол станка. При поступлении к обрезному станку не более 6… 7 досок в минуту дистанционное управление позволяет работать одному рабочему.
Правила работы на станках.
При обрезке необрезных досок рабочие последовательно выполняют такие операции: – снимают очередную доску с кронштейнов поперечного цепного конвейера (горбыли откидывают в люк); – устанавливают доску по коренной пиле; – переводят подвижную пилу (или пилы на многопильном станке) в соответствие с шириной обреза доски; – подают доску до передних подающих вальцов станка.
При выполнении указанных работ рабочие следят за правильностью обрезки досок. При обрезке необрезная доска должна лежать узкой пластью кверху. Одновременно может обрезаться только одна доска. Ширину досок после обрезки периодически проверяют шаблонами или другим инструментом. В случае обнаружения брака необходимо остановить станок и устранить неисправности. Для правильной установки досок следует пользоваться светотеневым аппаратом.
Прежде чем перевести подвижную пилу, станочник оценивает качество, сбег, кривизну доски и в соответствии с ними задает нужную ширину доски, которая должна соответствовать заданной спецификации.
При прохождении доски через станок ее нельзя подталкивать или поправлять. В станок можно пропускать доски не короче 1,5 м. Следует по возможности последовательно запускать доски одной толщины и ширины, избегая чередования узких и широких досок, тонких и толстых.
Станок Ц2Д-7А имеет скорости подачи: 80..120 или 100…150 м/мин. Коэффициент использования рабочего времени учитывает явные простои станка. При хорошей организации работы он может быть принят равным 0,9 … 0,95. Коэффициент использования машинного времени учитывает скрытые простои, к которым относятся разрывы в подаче досок на обрезку, время на передвижение пилы. Величина этого коэффициента зависит от степени механизации подачи досок в обрезной станок и управления подвижной пилой.
Так как при распиловке бревна получаются разные по ширине необрезные доски, то при их обрезке каждый раз требуется переставлять пилу. На перевод пилы станочник затрачивает 1… 2 с.
Ввиду того что необрезные доски от лесопильных рам приходят пачками вместе с горбылями и рабочим приходится разбирать эти пачки и откидывать горбыли, они иногда не успевают подать доску на стол обрезного станка за время распиловки предыдущей доски и на подготовку доски затрачивают дополнительное вспомогательное время. При равномерном поступлении досок пропускная способность обрезного станка составляет 10…12 досок в минуту.
Технический брак на обрезке и меры его предупреждения. Основные дефекты, по которым пиломатериалы относят в брак,, можно устранить, если установить причины их возникновения.
Неправильная ширина досок возникает из-за изношенности механизма перевода подвижной пилы и неправильного развода зубьев пил. Для предотвращения этого дефекта необходимо проверить и в случае необходимости исправить развод пил или осмотреть и отрегулировать механизм перевода передвижной пилы.
Продольная кривизна на кромках вызывается рядом причин: неперпендикулярностью осей подающих вальцов к плоскости пильных дисков, непараллельностью роликовых конвейеров между собой и с подающими вальцами, изношенностью подающих вальцов или поддерживающих роликов на столе и изогнутостью их осей. В этом случае требуется проверить и отрегулировать положение вальцов, проверить установку поддерживающих роликов на столе.
Этот же дефект получается при работе пилами разного диаметра или разной толщины или пилами, у которых развод зубьев в одну сторону больше. Следует или заменить одну из пил, или исправить развод.
Неправильная подготовка пил приводит к зигзагообразному пропилу. Устраняется перековкой пил, изменением профиля зубьев пилы.
Мшистость характеризуется наличием на поверхности досок перерезанных волокон, придающих им шероховатый вид. Она вызывается чрезмерной подачей материала, затуплением пил, неправильным разводом пил, неперпендикулярностыо пил по отношению к пильному валу.
Техника безопасности. На обрезных станках возможен захват материала зубьями пил и выброс его с большой силой. При неправильной эксплуатации станков и пил возможны поломка зубьев и разрушение дисков, срыв пил со шпинделей. Это может причинить серьезные травмы рабочим. Возможны ушибы и ранение рук при сбросе досок на столы незащищенными руками.
Для предотвращения несчастных случаев пилы ограждают таким образом, чтобы доступ к ним во время их работы был невозможен. Оградительный кожух должен быть автоматически связан с пусковым механизмом станка, чтобы невозможно было пустить станок при открытом ограждении. Должны быть ограждены также привод и все движущиеся части станка.
Для предохранения рабочего от выбрасываемых из станка досок или реек служит когтевая завеса в виде отдельных когтей, свободно висящих на одной оси, установленной на верху передней стенки станины. Когти, отклоняясь вперед, пропускают доски в сторону пил и, заклиниваясь, задерживают их от выброса из станка. При надобности когтевую завесу можно поднимать специальной рукояткой. При поднятых когтях срабатывает конечный выключатель и действует предусмотренная электросхемой блокировка, которая отключает электродвигатели пильного вала, гидропривода и подачи.
Особенно опасны при вылете острые рейки. Для предотвращения выброса реек за пилами нужно устанавливать расклинивающие ножи.
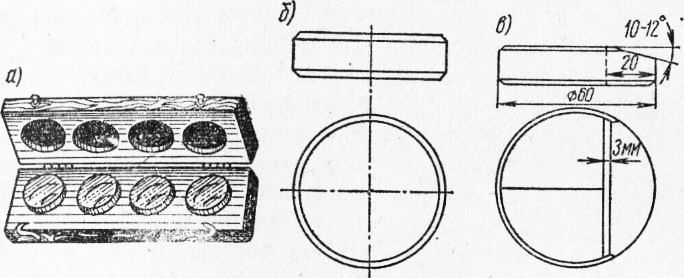
Основной целью операции обрезки является выпиливание из необрезной досок обрезных досок максимально возможной ширины, но с допустимой стандартами максимальной величиной обзола. Чтобы выполнить это условие в двухпильных обрезных станках (Ц2Д8 , Ц2Д-7А, С02-400 и др. рис. 7.34, а) одна пила 1 делается неподвижной, а вторая 3 может перемещаться вдоль пильного вала, меняя тем самым расстояние между пилами. Подача осуществляется парами рифленых подающих вальцов 2.
Традиционный метод работы на обрезном станке включает следующие операции: приблизительное ориентирование доски, установку пил в зависимости от ширины доски на такой размер, чтобы был удален обзол. Такой метод малопроизводителен и снижает полезные выход пиломатериалов.
Эффективность операций повышается при использовании источника света 4 (или лазера), перемещающегося синхронно с перемещением пилы 5 (рис. 7.34, б). В этом случае рабочий ориентирует доску или пилу по световой полосе. Повышаются производительность и полезный выход.

Рис. 7.34 Продольная обработка пиломатериалов на обрезных станках: а – принципиальная схема обрезного станка; б – схема работы со световой полоской; в – со сканирующим устройством
Современные оптимизирующие обрезные установки состоят из механизма поштучной выдачи досок, поперечного конвейера с зоной измерения, механизма подачи и самого обрезного станка (см. гл.8). Электронное оборудование включает измерительное (сканирующее) устройство, компьютер, пульт оператора и программирующий терминал. Измерительное устройство 7 (рис.7.34,в) находится над поперечным конвейером и при прохождении доски определяет геометрическую форму доски, толщину и длину. Эти данные поступают в компьютер, в котором уже имеются сведения о цене на пиломатериалы и приоритетные значения размеров пиломатериалов. Оператор имеет возможность выбора в пределах сорта, породы, спецификации на размеры пиломатериалов. После измерения доски двигаются в поперечном направлении по стрелке А и останавливаются после нажатия на конечные выключатели. Сигнал от них в компьютер подтверждает, что доска с помощью центрирующего устройства 8 заняла нужное положение. После позиционирования включается подающее устройство и посылает доску в станок по стрелке Б. Установка режущих инструментов 6 на нужную ширину происходит автоматически по команде компьютера.
В последнее время все большее распространение получают фрезернообрезные станки (Ц2Д-1Ф и др.), в которых отпиливаемая от доски рейка сразу же перерабатывается в щепу. Неподвижные и подвижные блоки механизма резания этих станков имеют кроме пил цилиндрическую или коническую фрезу. При этом повышается полезный выход пилопродукции и уменьшается число технологических операций, отпадает необходимость в рейкоотделительном устройстве, рубительной машине, системе конвейеров для отвода реек.
Фрезерно-обрезной станок Ц2Д-1Ф имеет механизм резания, состоящий из двух одинаковых по конструкции и симметрично расположенных относительно оси просвета станка фрезернопильных суппортов. На них закреплены режущие головки с торцово-коническими фрезам и зачистными пилами (см. гл. 14), которые обеспечивают высокое качество поверхности кромок пиломатериалов. По командам оператора с дистанционного пульта управления расстояние между режущими головками с помощью гидропозиционеров может изменяться в интервале 60. 300 мм с дискретностью 5 мм. Станок работает с постоянной скоростью подачи 147 м/мин, которая обеспечивает получение технологической щепы с заданными параметрами.
Для автоматизированной загрузки станка используется манипулятор МОД – 1 (рис. 7.35), который представляет собой разборочную горку 1 с установленными на ней нижними роликами 3 впередистаночного стола и четырьмя парами базирующих центрователей 2. На отдельно расположенной балке 6 установлены верхние прижимные и подающие ролики 4, а также система 5 автоматизированной оценки параметров досок.

Рис. 7.35 Манипулятор обрезки досок МОД – 1 (пояснения в тексте)
Манипулятор выполняет следующие операции: разборку
неорганизованной пачки досок, поступающих с лесопильных рам или другого бревнопильного оборудования, кантование необрезных досок с ориентацией узкой пластью вверх, отделение горбылей и некондиционных досок со сбросом их в люк и загрузки необрезных досок в фрезернообрезной станок. В зависимости от положения рычагов центрователей выдается сигнал на установку режущих головок фрезернообрезного станка.
Цикловую производительность Q°^ cm обрезного станка (шт. досок в мин) рассчитывают по формуле

где Qn – пропускная способность станка, шт. необрезных досок в мин; U – скорость подачи станка, м/мин; id – длина досок, м.; Км– коэффициент использования машинного времени станка.