Содержание
- 1 Особенности резиновой плитки
- 2 Сырье для изготовления плитки
- 3 Техническое оснащение
- 4 Технологический процесс производства
- 5 Особенности производства
- 6 Миф о производстве резиновой плитки
- 7 Проведение укладки
- 8 Заключительные работы по монтажу
- 9 Плюсы и минусы продукции
- 10 Технология изготовления плитки и брусчатки
- 11 Бизнес-план
- 12 Можно ли сделать плитку в домашних условиях?
- 13 Видео по теме
- 14 Заключение
- 15 Сырье для производства резиновой плитки
- 16 Формы для плитки
- 17 Оборудование для производства
- 18 Технология изготовления
Достаточно распространена в последнее время при обустройстве территорий резиновая плитка, своими руками ее можно изготовить, что позволит сэкономить. В итоге удастся получить изделия, которые обладают ярким внешним видом и отличаются простотой укладки.
Особенности резиновой плитки
Несмотря на то, что резиновая плитка появилась на рынке строительных материалов России сравнительно недавно, она успела завоевать достойные позиции, ведь изделия имеют отличные качества, среди них антискользящие особенности, которые позволяют использовать плитку в любое время года. Если на поверхности покрытия образуется корочка льда, то от нее можно избавиться методом использования ломика.

Резиновая тротуарная плитка из крошки имеет длительный срок жизнедеятельности, материал достаточно прочный, не стирается при внушительных механических воздействиях. Вы не столкнетесь со проблемой образования луж на поверхности дорожек из этой плитки, так как она обладает дренажным эффектом из-за пористого строения. Изделия достаточно хорошо пропускают влагу. После того как изделия будут готовы, уложить их можно будет на любую разновидность основания, это может быть, например, гравий, почва, бетон, песок, а также асфальт.
Сырье для изготовления плитки

Резиновая плитка своими руками производится с использованием резиновой крошки, которая выступает в качестве продукта вторичной переработки автомобильных покрышек. Исходным материалом является каучук, который может быть натуральным или искусственным. Это обуславливает качества прочности конечного покрытия, а также его чрезвычайно высокую стойкость к механическому износу. Так, производство описываемых изделий позволяет выполнять две функции, одна из них заключается в изготовлении материала с превосходными эксплуатационными качествами, тогда как вторая выражена безопасной утилизацией ненужного товара.
Техническое оснащение

Резиновая плитка своими руками может быть изготовлена только при наличии соответствующего оборудования, которое имеет весьма внушительную стоимость. Если вы намерены заняться изготовлением для ведения бизнеса, то его приобретение целесообразно, тогда как если перед вами стоит задача уложить дорожку на приусадебном участке, то изделия предпочтительнее приобрести в готовом виде, это будет дешевле даже того варианта, при котором установки будут арендованы.
Для проведения работ по производству резиновой плитки следует купить:
- термошкаф;
- миксер;
- кондуктор для отверстий;
- гидравлический пресс;
- комплект форм;
- платформа, столы и стенды для миксера.
Если вы планируете приобрести подобное оснащение, то вам придется заплатить примерно 1 590 000-2 370 000 рублей. В минимальном варианте цены вы получите самый скромный комплект оборудования, тогда как в самую высокую цену заложен мини-завод.
Технологический процесс производства
Производство резиновой плитки своими руками осуществляется методом первоначального снятия с шин стальных элементов. После подготовленные резиновые изделия подвергаются измельчению до габаритов частиц в пределах от 1 до 4 мм. Затем крошка соединяется с вяжущей полиуретановой смесью, пигментом и доводится до однородного состояния. Смесь необходимо залить в формы, подвергнув будущие изделия вулканизирующему гнету.
Изготовление резиновой плитки своими руками может производиться методом горячего или холодного прессования, но оба этих процесса осуществляются при воздействии повышенных температур. В первом случае поддерживается температура в пределах 140 °С в течение четверти часа, тогда как при холодной обработке изделия претерпевают четырехчасовую обработку при 80 °С. Если рассматривать конечные качественные характеристики готового продукта, то оба перечисленных метода равноценны, в вопросе расхода энергии методы тоже равнозначны. Но если самостоятельно устраивать линию производства, то «горячий» способ обойдется значительно дешевле, но если желаете повысить производительность, то стоит выбрать технологию «холодного» доведения до готовности.
Особенности производства

Если в основе вашего бизнеса будет резиновая плитка, своими руками ее получится производить, вложив примерно 2 млн рублей. Сюда входят расходы на пусковые работы и оборудование. Любого начинающего бизнесмена интересует вопрос о том, когда же начнет окупаться дело. В описанном случае это произойдет примерно через 6 месяцев. Резиновую плитку можно поставлять в магазины, оттуда ее станут приобретать для обустройства детских и спортивных площадок, частных гаражей, приусадебных дорожек, беседок, а также террас.
Миф о производстве резиновой плитки

Несмотря на то, что в магазинах представлена по доступным ценам резиновая плитка, своими руками домашние мастера ее продолжают производить. Но до сих пор ходят мифы о качестве или производственном процессе. Один из них выражен в том, что изделия, произведенные горячим методом прессования, имеют не столь высокое качество по сравнению с аналогами, которые получены по технологии холодного процесса. Данное утверждение абсолютно точно нельзя считать правильным. Его сегодня опровергают производственные компании, применяющие оба метода.
Проведение укладки
Укладка резиновой плитки своими руками начинается с расстановки маяков. После подготавливается территория. Первоначально на грунт выкладывается щебень, он станет выступать в качестве дренажного слоя. Обязательно укладка должна производиться на основание с некоторым уклоном, это позволит сточным водам стекать к канализацию. По краям тропинки следует расположить бордюр, в противном случае тротуар поползет при первом же весеннем таянии снега. Перед тем как приступать к монтажу плитки, следует уложить песчаный слой. Для чего рекомендуется применять исключительно чистый песок, который не имеет дополнительных примесей. Толщина этого слоя должна быть равна примерно 5 см.
Укладку изделий следует осуществлять по заранее протянутому шнуру, который располагается по периметру размеченной площади, растянуть его можно по предварительно установленным колышкам. После каждых 3 уложенных рядов необходимо тщательно анализировать ровность расположения каждой плитки в отдельности. Можно допустить некоторую погрешность, которая ограничивается пределами 0,5-1 см. Как только один элемент оказался на своем месте, подправить его положение можно посредством мягкого постукивания резиновым молотком. Если площадка, отведенная для дорожки, осталась по краям свободной, ее можно заполнить элементами плит, кроить которые рекомендуется с использованием дисков с алмазной крошкой.
Заключительные работы по монтажу
Завершив укладку плитки, ее поверхность предстоит уплотнить, применяя виброплиту и засыпается чистым песком, после чего его предстоит вымести, что позволит забить швы. Плитку, выполненную из резиновой крошки, можно использовать для облагораживания приусадебного участка. Резиновая тротуарная плитка своими руками может быть изготовлена в котороткие сроки, а после она впишется в любой экстерьер и прослужит в течение довольно длительного периода времени.

Плитка и брусчатка из резиновой крошки – это малозатратная и довольно качественная продукция.
Материал не требует дорогого сырья и большого количества рабочей силы.
Для изготовления достаточно просто приобрести нескольких специальных станков и арендовать небольшой цех.
Резиновая тротуарная плитка и брусчатка сегодня на пике популярности. Ее легко продавать не только в розницу отдельным компаниям и частным лицам, но и сбывать в больших количествах торговым предприятиям.
В данной статье мы расскажем о технологии производства этой продукции и дадим характеристику оборудования.
Плюсы и минусы продукции
У этой продукции много достоинств. Измельченные резиновые автошины, из которых она производится – материал высококачественный. Для его изготовления используется хороший синтетический каучук, дорогие наполнители и масла.
 Преимущества крошки из такой резины:
Преимущества крошки из такой резины:
- Прочна, «не прогибается» под сильным весом, ее можно укладывать в цехах, гаражах и автомойках.
- Долго и верно служит до 35-40 лет, и при этом не истирается и не «линяет».
- Устойчива к влаге, остается цела и быстро подсыхает даже после тропических ливней, поэтому ее используют в аквапарках и в саунах.
- Не боится резких перепадов температур, ей не страшны ни сильные морозы (до -40), ни изнурительный зной (до +50).
- На ней не скользит обувь – травмироваться на такой плитке сложно; ею мостят «спортивные» поверхности – теннисные корты, площадки для игр.
- Материал не портят агрессивные вещества, им покрывают полы химических лабораторий.
- Плитку легко и недорого укладывать и мыть. Ею мостят лестницы, входы в здания, торговые центры и многие другие «публичные» пространства с большим людским потоком.
Также тротуарной плитке из резиновой крошки можно придавать самую разнообразную форму, размер и цвет, красиво вписывать в интерьер помещений и ландшафт. Ее кладут на дачных участках и в элитных коттеджных поселках, на балконах и террасах.
Технология изготовления плитки и брусчатки
Прессование холодного и горячего типа сегодня являются двумя самыми популярными технологиями, с помощью которых производится плитка и брусчатка.
Горячий способ
Используя технологию изготовления горячим способом, плитку можно произвести дешево и быстро.
Следует иметь в виду – такая продукция не отличается долговечностью, «боится» сильных морозов.
Найти покупателя для подобного товара реально только в умеренной климатической зоне.
 Чтобы произвести горячее прессование нужно:
Чтобы произвести горячее прессование нужно:
- Сперва придать сырью нужную кондицию. Для этого в специальном смесителе необходимо создать сплошную массу из крошки и связующего вещества – клея из полиуретана.
- Распределить смесь по пресс-формам и отправить под специальный вулканический горячий пресс, который разогревается электричеством или паром. Он массу нагревает и придает ей нужную форму с помощью давления, превышающего 5 тонн. После такого прессования материал готов – ничего больше с ним делать не нужно.
Продолжительность процесса и температура зависит от толщины смеси:
- если этот показатель равен 8-15 мм – прессовать нужно 3-7 минут при температуре +120-130 градусов;
- если 15-25 мм – 5-10 мин. при +140-150;
- если 25-40 мм – 15-18 мин. При +150;
- если 40-50 мм – 20 мин. тоже при +150.
Холодный способ
«Холодное» прессование – процесс более трудоемкий и затратный. Но и хорошо заработать на нем куда реальнее, так как «холодной» плитке присущи все вышеперечисленные достоинства.
Чтобы произвести спрессованную холодом продукцию, необходимо:
- Приготовить сырье. Для этого нужно сделать то же, что и в случае с горячим прессованием: из связующего полиуретанового клеящего вещества и резиновой крошки создать сплошную смесь. Плюс добавить красящее вещество. Важный момент состоит в том, что клея потребуется на порядок больше.
- Переместить эту смесь в пресс-формы и отправить прессоваться под 5-тонным давлением в вулканический холодный неразогретый пресс.
- Далее материал направляется в специальную камеру (термошкаф) сушиться при температуре +50-60 градусов. Сколько ему там находиться, зависит от толщины. Чем материал толще, тем сушка дольше. В среднем этот процесс занимает 5-7 часов.
- После термообработки в спецкамере материал «досушивают» в условиях обычной комнатной температуры.

Толщина фракций резиновой крошки зависит от того, насколько сырье измельчено. Чем мельче резина, тем тоньше фракция. Эта толщина может разниться более чем в сто раз – в диапазоне от 0,1 мм до приблизительно 10-12 мм.
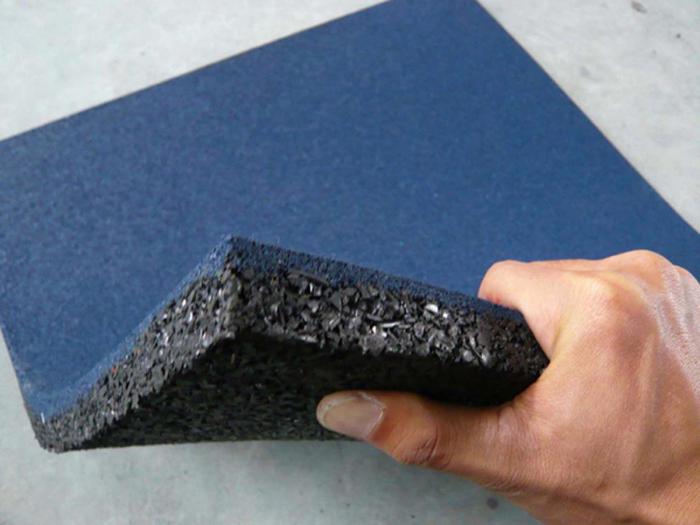
Из тонких фракций (до 4 мм) производят относительно дорогую однослойную цветную плитку, из толстых – более дешевый материал из нескольких слоев изначального черного цвета.
Качество «крупной» крошки ниже, потому что в ней есть нежелательная примесь («включения») из металла или тканей.
Но и произвести ее дешевле по двум причинам:
- во-первых, ее не красят;
- во-вторых, для создания однослойной «сплошной» продукции, нужно, чтобы связующее клеящее вещество полностью обволокло каждую отдельную крошку.
Поэтому, чем большего размера отдельные резиновые частицы, тем меньше нужно связующего, чтобы их соединить.
Плитка может быть и «комбинированной», когда верхний слой «качественный» тонкий, а нижний дешевый и потолще. Такой материал в толщину обычно около полутора сантиметров.
Компоненты
 Для изготовления понадобятся такие составляющие:
Для изготовления понадобятся такие составляющие:
- Непосредственно резиновая крошка. Плитка из нее состоит на 80-90%.
- Полиуретановый связующий клей. На него приходится около 10% от общего размера материала. Такой клей не только связывает крошку в сплошную плитку, но и используется для того, чтобы соединять ее с любой поверхностью.
- Краситель. В плитке его 5%. Обычно красящее вещество внешне похоже на порошок.
- Гранулы цветного каучука. Это вещество используют для того, чтобы создать на поверхности готовой продукции рисунки и сделать ее эстетичной на вид. Без этой составляющей вполне можно обойтись.
Резиновую крошку можно приобрести на:
- специальных перерабатывающих заводах;
- предприятиях, производящих РТИ (резинотехнические изделия). На них это побочный продукт производства;
- заводах, которые восстанавливают поврежденные протекторы шин. Одним из отходов этого процесса является как раз резиновая крошка.
Оборудование
Для небольшого производства потребуется:
- вулканический пресс, который может производить до 100 м 2 продукции за 1 день. Его стоимость – в районе 300 – 400 тыс. руб.;
- сушильная камера (термошкаф).Ее цена – 100 000 – 150 000 руб.;
- прессовальные формы для резиновой крошки – 40 000 руб. каждая. Их понадобится не менее 3-4;
- строительный смеситель (центрифужного типа) – 120 000 – 220 000 руб. Их понадобится 2.
Также при изготовлении не обойтись без такого оборудования, как:
- стола (для формовки) и платформ для смесителей;
- тележек для перемещения бочек с клеем;
- шпателя, чтобы при укладке подравнивать смесь в пресс-формах;
- весов (электронных);
- спец. дрели, оснащенной насадкой, чтобы смешивать составные;

Цена сырья и материалов для производства резиновой плитки:
- 1 тонна черной резиновой крошки стоит в среднем 20 000 руб.;
- тонна цветной – 25 000 – 40 000 руб.;
- 1 кг клея из полиуретана – 150 руб.;
- красители – 8-10 руб. за 1 кг.
Расход электричества составит приблизительно 15 кВт / ч.
Приобрести оборудование можно у таких производителей, как Альфа-СПК, ЭКО-ТОП, ООО «Альфа-МСК», посредников, доставляющих его из других стран (Far East Trans и другие) по доступной цене.
Формы для плитки
Формы для резиновой плитки можно купить у производителей оборудования, указанных выше. Распространенные размеры: 550x550x55 (45) мм, 1100x1100x55 (45) мм.
Бизнес-план
Производство резиновой плитки из крошки – дело не очень затратное. Чтобы создать небольшой завод, понадобится приблизительно 1 200 000 руб.
Для обеспечения производственного процесса необходимы:
- территория площадью приблизительно 120-130 м 2 под цех и склады для хранения сырья и готовой продукции;
- 3-4 рабочих для одной смены;
- бухгалтер и менеджер.
1 м 2 плитки можно продать за 1700 руб., а 100 плиток сбыть оптом за 62 000 руб.
Рентабельность такого производства достаточно высока – в районе 20-40%, и если за день производить до 35 м 2 продукции, то понесенные затраты окупятся уже через 4-6 месяцев.
За это время можно получить выручку от продаж около 7,5 млн. руб. (35·1700·21дн.·6 мес. = 7 497 тыс. руб.).
 Ежемесячный:
Ежемесячный:
- Доход 35·1700·21дн. = 1 249,5 тыс. руб.
- Расход 920 тыс. руб.
- Прибыль 1249,5-920 = 329,5
Постепенно развивая бизнес, повышая производительность, можно достичь и более высокого показателя.
Можно ли сделать плитку в домашних условиях?
Высококачественную продукцию, которая изготавливается холодным способом, произвести «на дому» нереально. А вот «горячий» дешевый вариант вполне реалистичен.
Для изготовления резиновой тротуарной плитки своими руками больших площадей, денежных и временных затрат не требуется – достаточно будет прикупить такое оборудование, как горячий пресс, пресс-формы, ну и естественно сырье в виде резиновой крошки и других компонентов.
Если покупать самое дешевое оборудование б/у, то стартовая инвестиция не превысит 200 000 – 250 000 рублей.
Таким образом, мини-производство плит из резиновой крошки своими руками возможно даже в гараже. Проблемы могут начаться позже – на этапе продажи. «Горячая» плитка – товар с не очень хорошей репутацией, поэтому с поиском клиентов могут быть проблемы.
Видео по теме
Автор данного видео рассказывает о том, как воплотить бизнес-идею по производству и реализации плитки и брусчатки из резиновой крошки, о выборе станка и оборудования для ее изготовления в домашних условиях, а также о достоинствах этого материала и преимуществах его перед другими видами.
Заключение
Как видим, изготовление плитки из резиновой крошки – дело весьма выгодное, особенно при грамотном составлении бизнес-плана.
Это дело не требует больших затрат и быстро окупается.
Производство резиновой плитки – самый эффективный способ переработки старых изношенных шин. Конечная продукция отличается высокой прочностью и износостойкостью. Производство такого материала позволяет решить две важные задачи – изготовить продукцию с отличными эксплуатационными качествами и безопасно утилизировать ненужные покрышки. Это отличная идея для тех, кто хочет заняться бизнесом в домашних условиях.

Сырье для производства резиновой плитки
Если вы планируете заняться производством резиновой брусчатки в домашних условиях, основное сырье – дробленую резину, можно приобрести на заводе. Многие отечественные предприятия занимаются переработкой старых автомобильных покрышек, поэтому с закупкой сырья не возникнет проблем.
Крошку из покрышек можно сделать и своими руками, но в таком случае вам не обойтись без специального оборудования.
Отработанные шины можно приобрести за бесценок или получить бесплатно, взяв на себя только транспортные расходы.
В состав смеси для изготовления резиновой тротуарной плитки входят:
- фракции резиновой крошки;
- клей;
- пигменты;
- модифицирующие наполнители.
Резиновая крошка
Это вторичный материал из старых автомобильных покрышек, который получают путем механического дробления с последующим отделением ненужных примесей, таких как текстильное волокно и металлический корд. В состав крошки входят синтетический каучук, различные масла и наполнители, поэтому исходное сырье изначально прочное и износоустойчивое. Шины не боятся воздействия кислот и щелочей.
Автомобильная резина отличается высокой эластичностью и отлично сохраняет заданную форму. Она с трудом подвергается деформациям даже при высоких температурах.
Размер крошки может колебаться в пределах 0,1-10 мм. Сырье 0,1-4 мм используют для производства черной или цветной однослойной плитки. Более крупные фракции предназначены для изготовления нижнего слоя. В их составе могут быть металлические включения.
Пигменты
Пигментные красители позволяют получать готовые изделия разного цвета. Красящие вещества находятся в сухой порошкообразной фазе. Они могут быть органическими и неорганическими. Внешне пигменты похожи на разноцветную муку. Окрашивание смеси для изготовления плитки из резиновой крошки происходит при взаимодействии красителя с полиуретановым клеем. Красящее вещество обволакивает резиновую крошку и придает ей нужный цвет.
В основе неорганических красителей могут быть:
- диоксид титана – белый;
- оксид железа – красный;
- гидроксид оксида железа – желтый;
- кобальт – синий.
Смешивание основных цветов позволяет получать разные оттенки.
Полимерный клей
Связующее, которое добавляют в смесь для производства плитки, представляет собой нетоксичную массу на полиуретановой основе. Оно может быть:
Второй вариант отличается составом. К нему прилагается отвердитель. При выборе клея обратите внимание на его качество. На него приходится вся нагрузка, поэтому стоит закупить в небольших количествах связующее от нескольких производителей и опытным путем выбрать подходящий вариант.
Модифицирующие наполнители
Данный компонент позволяет повысить прочность и износостойкость вторичного сырья, а также придает эластичность готовой продукции. При малой концентрации модифицирующие наполнители не улучшают механические показатели, а при большой материал становится хрупким, в связи с чем меняется механизм его разрушения.
Формы для плитки
Пресс-формы для резиновой плитки можно сделать самостоятельно. Но это занятие отнимет у вас много времени и денежных средств, поэтому лучше приобрести готовые изделия или заказать их изготовление по эскизу.
Перед эксплуатацией не забудьте обработать форму мыльной водой или силиконом, чтобы к ней не прилипал раствор. Неметаллические формы после удаления готовой резины обрабатывают кислотным раствором для ликвидации пыли.
Оборудование для производства
Комплектующие для производства плитки методом холодного прессования обойдутся дороже, чем для горячего. Самый дорогостоящий вариант – это установка автоматизированной линии. Такая аппаратура подходит для промышленного производства, поэтому понадобится помещение большой площади.
Специальное оборудование по производству резиновой плитки в домашних условиях состоит из следующих агрегатов:
- сырьевой смеситель;
- вулканический пресс;
- пресс-формы;
- весы;
- тележки-транспортеры;
- формовочные столы;
- сушильная камера.
Компоненты рабочей смеси загружают в смеситель с тихоходными лопастями, которые тщательно их перемешивают. Чаще всего основное сырье и клей смешивают отдельно, поэтому понадобится еще один станок такого типа.
Смесь в формы загружают на специальных формовочных столах. После этого формы ставят на тележки и помещают под пресс. Загруженные тележки отправляют в сушильную камеру.
Производительность всего электрооборудования зависит от размеров сушильной камеры. Чтобы производство было рентабельным, ее площадь должна составлять не менее 200 м².
Для производства исходного сырья (резиновой крошки) в домашних условиях применяют способ механического дробления с использованием специальных резаков. Это недорогое оборудование подходит для изготовления плитки в гараже. В промышленном производстве применяют метод ударно-волнового дробления. Такое оборудование полностью автоматизировано.
Технология изготовления
Для производства плитки используют 2 метода прессования:
Первый вариант более дешевый и быстрый. Но на выходе вы получите токсичный продукт низкого качества. Отечественные производители отдают предпочтение холодному прессованию. Такой способ позволяет получать долговечную плитку, но он не отличается высокой производительностью.
Затраты электроэнергии для обоих методов одинаковы. Отличается только характер потребления электричества. При горячем способе электрическая энергия расходуется циклично, только во время работы пресса. При холодном прессовании необходимо постоянно расходовать электроэнергию, чтобы поддерживать нужный температурный режим в сушильных камерах.
Рассмотрим основные этапы производства:
- Подготовительный. На этом этапе подготавливают основное сырье. Для этого старые автомобильные покрышки освобождают от металлических колец и текстильных нитей, после чего измельчают на дробилке до нужной фракции.
- Приготовление смеси. В смеситель в нужной пропорции загружают каучуковую крошку, клей, пигменты и модифицирующие наполнители.
- Формовка. Готовой смесью наполняют специальные формы и отправляют под пресс.
- Прессование. Сырьевой материал спрессовывают до заданной плотности и толщины.
- Запекание. При горячем способе производства материал запекают под прессом при +130°С. Холодный способ подразумевает установку форм с сырьем в термошкафы для обработки более низкими температурами (+60°С).
Необходимо строго придерживаться технологии производства резиновой плитки. Обратите особое внимание на следующие важные нюансы:
- Размер каучуковой крошки. От этого параметра зависит качество покрытия и его физико-механические характеристики.
- Наличие смазочного материала в формах перед загрузкой смеси.
- Соблюдение пропорций при приготовлении смеси.
- Чтобы повысить водонепроницаемость плитки, нужно использовать меньшую фракцию крошки и увеличить давление пресса.
- Чем крупнее фракция резиновой крошки, тем быстрее теряется цвет материала при эксплуатации.
- Плитку толщиной более 2 см лучше делать двухслойной. Верхний слой – из мелкой крошки, нижний – из крупной. Если вы хотите сделать резиновую плитку двухслойной, понадобится дополнительный смеситель для приготовления разных слоев.
- На одном прессовальном станке нужно выпускать плитку одинаковой толщины, независимо от ее конфигурации. Чем тоньше покрытие, тем быстрее происходит его формация.
Многие производители выпускают двухслойную резиновую плитку. Такой подход позволяет им существенно снизить себестоимость готовой продукции, поскольку в состав смеси входит дешевая крупная фракция исходного сырья.
Пропорции
Для приготовления смеси из резиновой крошки все необходимые компоненты берут в следующей пропорции:
- резиновая крошка – 80%;
- полимерный клей – 10%;
- пигмент – 3,5%;
- модифицированные наполнители – 0,5%.
Чем меньше фракция крошки, тем больше понадобится клея. Пигментные вещества подсушивают связующее, поэтому в черной плитке его может быть меньше. Перед тем как засыпать ингредиенты в смеситель, их необходимо точно дозировать, используя весы. Несоблюдение технологии может негативно отразится на качественных характеристиках готовой продукции.
Горячий способ
Для горячего метода производства плитки понадобится вулканизационный пресс, под которым при температуре +130°С происходит процесс вулканизации. Формы со смесью находятся под прессом 30 минут. После этого можно производить выемку готовой плитки.
Прессование горячим способом существенно увеличивает объемы, поскольку ускоряет процесс изготовления плитки. Однако быстро – не всегда хорошо.
При использовании горячего метода ухудшаются характеристики изделия, что негативно сказывается на его качестве. У такой плитки более яркий запах жженой резины. Кроме того, она быстро разрушается под воздействием различных факторов окружающей среды.
Клей должен хорошо впитаться в структуру компонентов смеси. При горячем методе он не успевает прочно связать все составляющие, поэтому плитка становится хрупкой и недостаточно прочной. Под воздействием высоких температур связующие звенья не сохнут, а запекаются, что отрицательно сказывается на эластичности плитки и ее прочности.
Холодный способ
Готовую резиновую смесь загружают в формы и помещают их под пресс. После прессования тележки с формами загружают в специальные камеры на просушку. Их выдерживают 4-6 часов при +60°С. По истечении этого времени можно производить выемку тележек из камеры.
Производительность холодного метода зависит от объема камеры для сушки. Чем больше камера, тем больше тележек в нее поместится. Благодаря этому можно регулировать количество выпускаемой продукции.
С первого взгляда может показаться, что изготовление плитки таким способом менее производительно. При холодном прессовании химические реакции замедляются, клей успевает надежно связать все компоненты и в результате вы получаете долговечный качественный материал с отличными эксплуатационными характеристиками. Объемы производства можно увеличить за счет покупки дополнительного оборудования.